Tool length comp
Tell the mill machine the tool length
for use of the code
Code G43
applies to milling, for turn, see note at the bottom of this text
G43 sets the length value on the tool, combined with the table number with this value, ex H1
You need to have a movment in the same axis while you set this, Z-axis most of the time
Programming exemple:
N40 G00 G43 Z50 H1
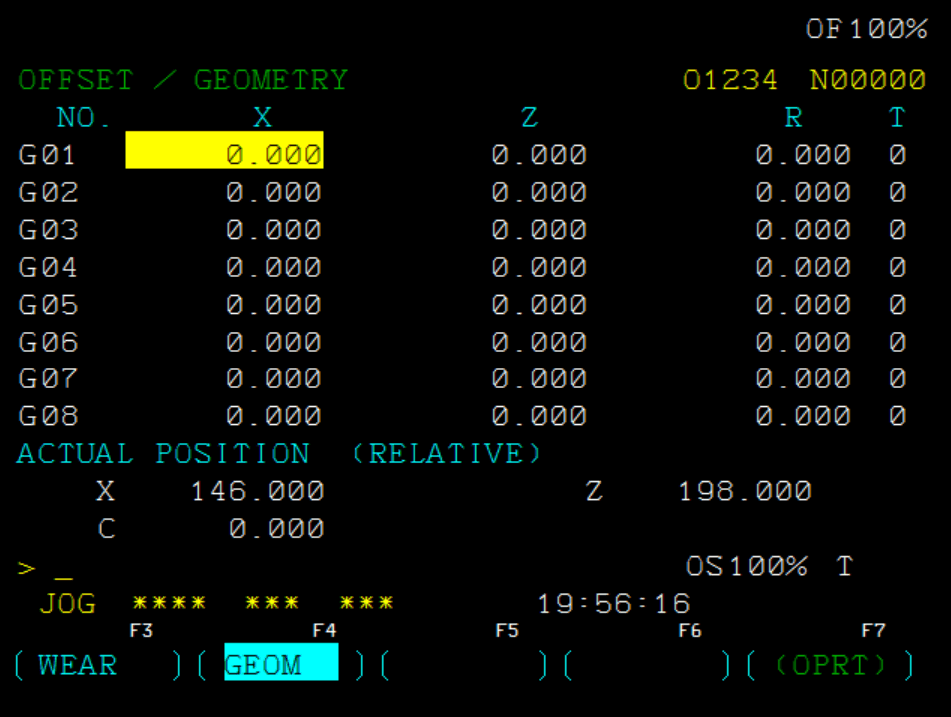
You will see a picture of the table where the CNC got its value
When you are programming a Turn-program you use the tool length comp in the tool-command: T0101, where the last 01 pointing towards the tool seting value in the tool register
MODAL
The MODAL codes stay on until some commando in the same group is commanded, for G01, the commands that cange this code is G00, G02 and G03