Cutter Radius Compensation
Simplyfies programming
for use of the code
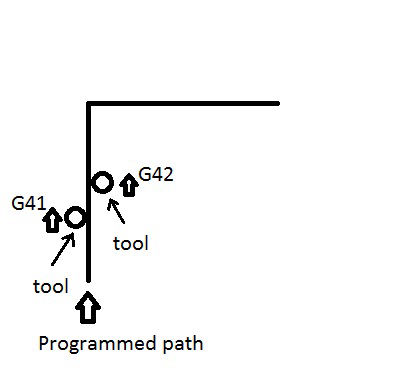
Code G41 and G42
Usage: to program on the cutting profile (program without tool and let the cnc count the tool position)
G41 is on the left side of the programmed path
G42 is on the right side of the programmed path
You need to tell the milling machine what register values you did put the radius of the tool, ex H1 (see pics of the register in tool length comp)
In the Lathe you need to set the tool radius in the tool table, the T0101 tells the machine the comp
Programming exemple:
N40 G01 G42 H5 X400 Y300
MODAL
The MODAL codes stay on until some commando in the same group is commanded, for G01, the commands that change this code is G00, G02 and G03