Driven tool, Lathe
Is used for Use a driven tool in a Lathe
This applies to FANUC 12 (and more?)
for use of the code
Code G12.1
If you are going to use driven tool in the lathe (turning) you need to have a machine with C-axis capacity and of course, driven tools.
You got to tell the machine that you will use G17, edge plane, the front of the turning workpiece (the radial surface is G19, normal turn is G18)
G12.1 make your lathe to a mlling maching.
Code with explanatons
O1111
N5 G10 P0 Z-100 (Workplane, zero point)
N10 G28 U0 W0 (tool change position, same as G53..)
N15 T0707 (tool change)
G0 Z3 X40 (start point for X, sensitive setting!)
N20 G97 S800
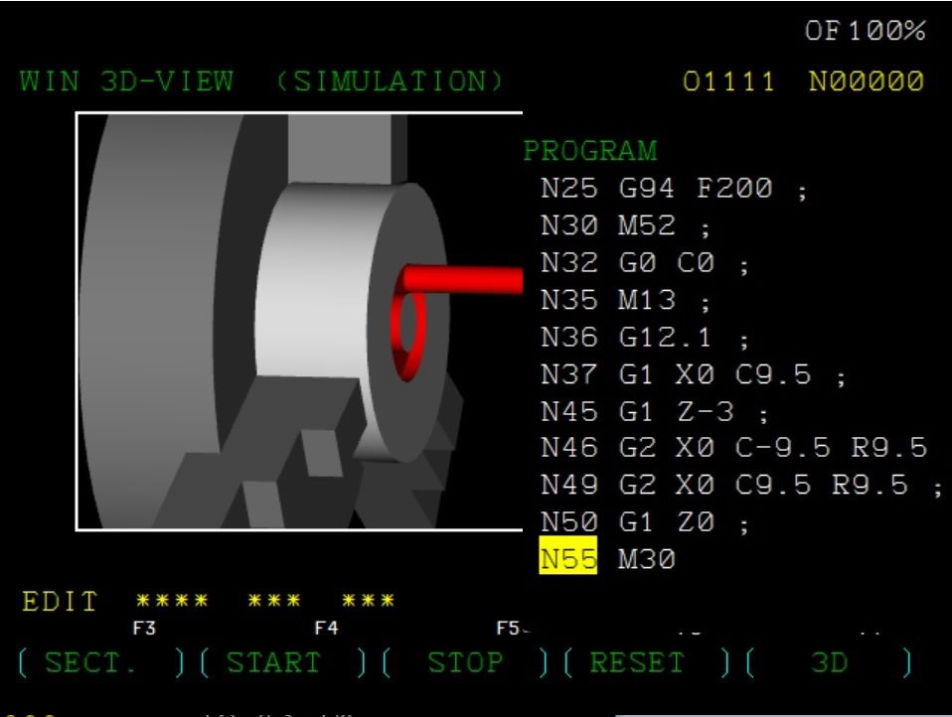
N25 G94 F200
N30 M52 (start c-axis)
G0 C0 (zero c-axis, same as startpoint in X)
N35 M13 (driven spindel tool M3)
G12.1 (milling)
G1 X0 C9.5 (startpoint for the circular mill)
N45 G1 Z-3 (go deep)
G2 X0 C-9.5 R9.5 (circle/2)
G2 X0 C9.5 R9.5 (circle/2)
N50 G1 Z0
N55 M30
Programing in G12.1 in the most machines make you use a standard mill programming on the face of the turning workpices.
Tha coordinates are in this case, X and C (as Y) and Z
X has got its half value (diameter to radius)
C has its real value (same as Y in a mill program)
Z has its real value (depth value, as a mill program)
You need to make a proper start point before the mill programming.
For X and Z, before G12.1
For C (Y) after M52 (C-axis dependent, use before G12.1)
You may got the error "going thrugh pole" othervise
that error reveals itselfs when the programming you make is impossible for the machine to do, try an other tool path to solve this
To leave the mill setting:
G13.1 (milling off, return to G18)
M53 (C-axis off)
Dont's
In some machines:
If you stop the program run between the G12.1 and G13.1 the machine is requiered to a hard restart. This happens in EMCO CONCEPT TURN 345 I use to make some education in (sold years ago)
Hard restart=power off, wait, restart